



不锈钢复合管护栏焊接要领1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜焊丝用Ф0.8~Ф1.2㎜牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min。焊接时要保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm2.将对焊处两端磨坡口,为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。。3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右应注意不要过份打磨否则很容易将不锈钢表层磨破露出钢管这样就需要修补加大了工作量.可在施工前先切一小段试焊熟悉一下一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。
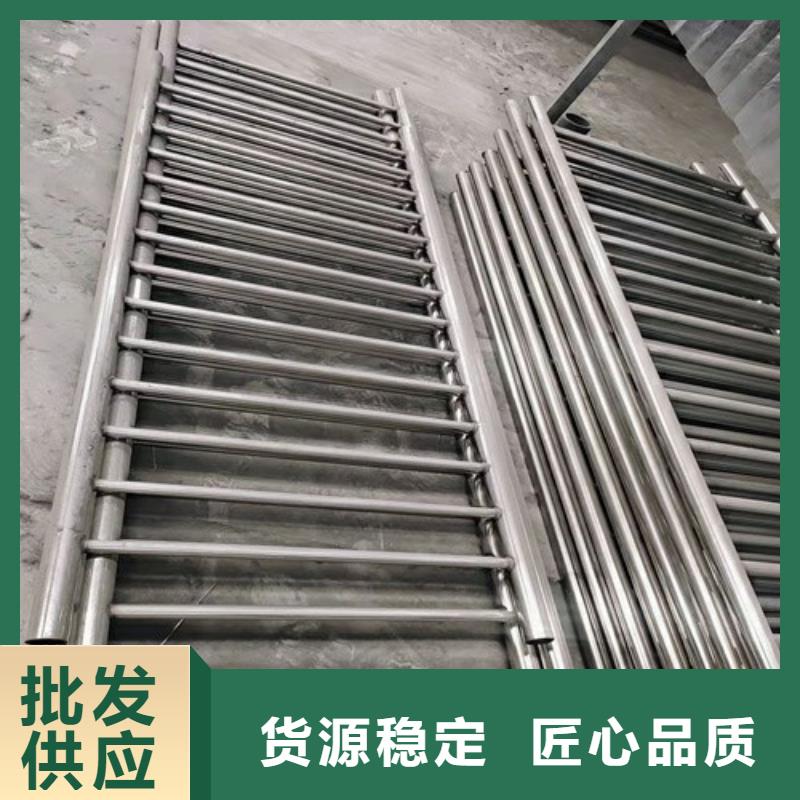
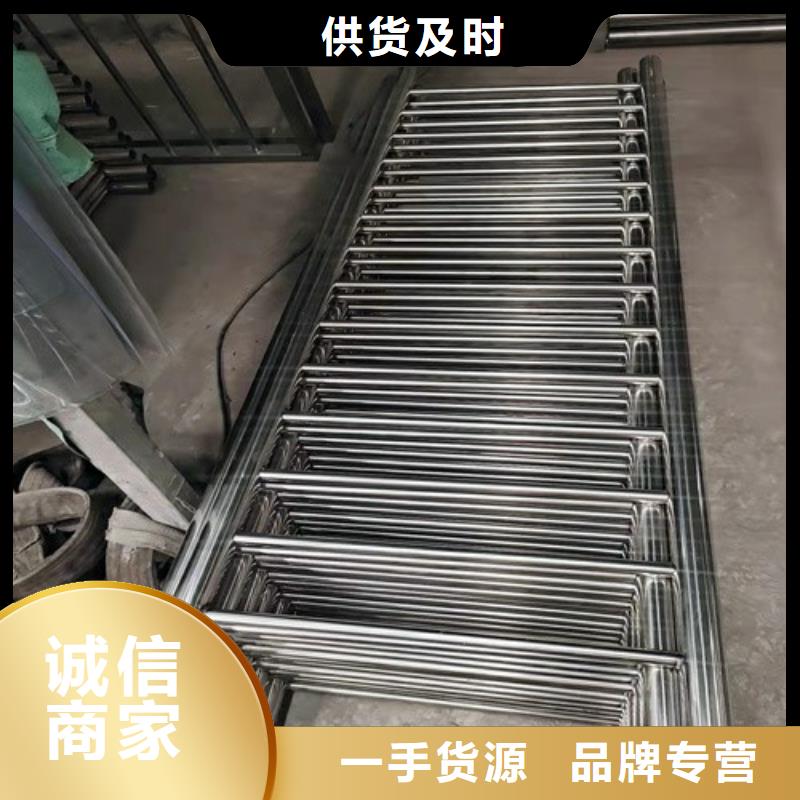
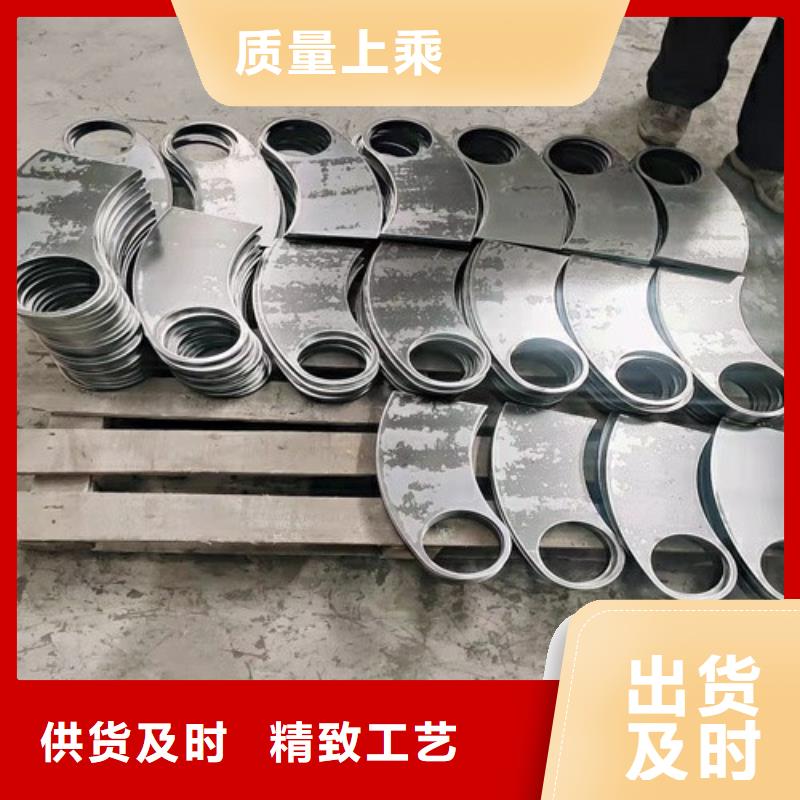
<阜阳>宏达友源金属制品有限公司 阜阳不锈钢复合管护栏宏达友源金属制品大牌厂家 <阜阳>宏达友源金属制品有限公司不锈钢复合管护栏防腐之前为什么要进行清理?不锈钢复合管护栏具有外观美观、光洁、色泽持久亮丽、无需保养解决方案、无需油漆处理、节省维护费用、无故障。规格和品种很多,的是欧美风格。任何风格你选择!绿色节能产品的性能、能源消耗的异性仅为铁和钢的四分子。有足够的强度,比木制品有更好的韧性,栅栏和重护栏都是镀锌钢衬,有足够的强度抵抗冲击。安装方式快捷方便,效率极高。不危害人体的安全、环保的概念。添加特殊的色素也可以吸收紫外线,不褪色,不黄,不剥皮,不开裂,不起泡,不虫蛀,使用寿命可达30年以上。不锈钢复合管河道护栏轮廓,我们需要先看轮廓的壁厚,其实是薄壁截面是不能用的。检查轮廓的平滑度,如空心轮廓,看看是否有任何凹陷和凸起在四周。要看断面是否为6米长,是否有明显的扭转和扭转是很大的,不能使用,因为在铸铝窗中,我们应该将型材拉直。目前国内市场竞争大,企业要想寻找更大的市场份额,就必须加强创新,符合当下需求潮流,制造出符合消费者心的产品,给消费者温暖的情感体验
